C型焊接变位机是一种用于焊接工艺的重要设备。它具有结构紧凑、操作方便、稳定性高等特点,广泛应用于各种焊接工序。C型焊接变位机能够有效提高焊接工人的工作效率,减轻工作强度,提高焊接质量。

C型焊接变位机的工作原理是通过变位机构,将工件进行360度的旋转,使得焊接接头可以方便地进行多个角度的焊接。它可以根据不同的焊接需求,自动调节工件的位置和角度,确保焊接接头的完美对接。在焊接过程中,C型焊接变位机还可以配备激光定位系统,准确控制焊接位置,提高焊接精度。
C型焊接变位机不仅适用于传统的手工焊接,还能与自动焊接设备相配合,实现全自动化的焊接生产线。它可以与焊接机器人、焊接电源等设备进行联动,实现焊接过程的智能化控制。这不仅提高了生产效率,还大大降低了人力成本,为企业发展带来了巨大的竞争优势。
除了提高生产效率和焊接质量,C型焊接变位机还具有较大的适应性。它可以根据不同的焊接需求进行定制,适用于各种不同形状和尺寸的工件。无论是小型零部件的焊接,还是大型钢结构的焊接,C型焊接变位机都能够胜任,确保焊接效果的一致性和稳定性。
C型焊接变位机是现代焊接工业中不可或缺的重要设备。它以高效、精确和稳定的性能,成为焊接生产线中的关键部分。随着科技的不断进步,C型焊接变位机的功能还将不断增强,为焊接行业的发展提供更好的支持。
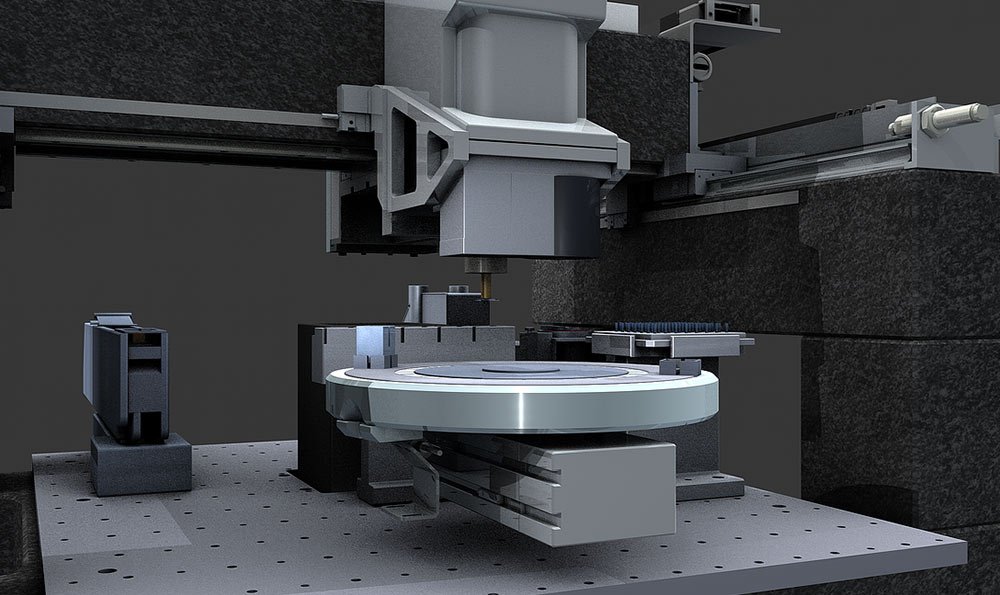
焊接变位机结构设计
焊接是一种重要的金属加工方式,而焊接变位机结构设计对焊接过程起着至关重要的作用。焊接变位机是一种用于焊接工作件旋转、倾斜和变位的设备,能够实现多角度、多方向焊接,提高焊接质量和效率。

在焊接变位机结构设计中,需要考虑以下几个方面:
机架结构。焊接变位机的机架需要具有足够的稳定性和刚度,以承受焊接过程中的力和振动。机架一般采用钢结构,经过计算和模拟分析,确保其强度和刚度满足要求。
转动机构。转动机构用于实现工作件的旋转,使得焊接能够在不同角度进行。旋转机构一般由电机、减速器和转动机构组成,通过控制系统实现旋转的角度和速度调节。
倾斜机构。倾斜机构用于使工作件倾斜,实现斜焊接。倾斜机构一般由液压缸和倾斜机构组成,通过液压系统控制倾斜角度和速度。
变位机构。变位机构用于实现工作件在三维空间内的变位,包括平移和旋转的组合。变位机构一般由液压缸和变位机构组成,通过液压系统控制变位的距离和方向。
焊接变位机结构设计需要综合考虑机架结构、转动机构、倾斜机构和变位机构等因素,确保机器的稳定性和灵活性。只有具备合理的结构设计,才能够满足不同焊接需求,提高焊接质量和效率。在实际应用中,需要根据具体焊接工艺和工作件形状来进行结构设计,以达到最佳的焊接效果。
焊接变位机工作原理
焊接变位机,是一种智能化的焊接设备,主要用于自动化焊接工艺中的工件定位和变位。它通过机械臂、传感器和控制系统的协同作用,实现对工件的精确定位和准确变位,从而提高焊接质量和生产效率。

焊接变位机的工作原理分为以下几个步骤:
1. 识别工件:焊接变位机首先通过传感器感知工件的位置和形状,将这些数据传输给控制系统。控制系统根据这些数据进行分析和识别,确定工件的类型和尺寸。
2. 规划路径:控制系统根据工件的识别结果,规划机械臂的运动路径和工件的变位方式。通过预先编程或者实时学习,控制系统能够根据不同的工件类型和尺寸,自动选择最优的路径和变位方式。
3. 定位工件:机械臂根据规划的路径,准确地调整工件的位置和角度。通过控制机械臂的运动轴和夹具的调整,机械臂能够将工件精确地定位到焊接位置。
4. 焊接过程:一旦工件被准确地定位,焊接过程即可开始。焊接设备根据预设的焊接参数,将焊接电极或焊枪准确地移动到焊接位置,并施加适当的焊接电流和压力。焊接变位机能够保持稳定的焊接速度和焊接质量,从而实现高质量的焊缝。
5. 变位工件:焊接完成后,机械臂会将工件从焊接位置移开,以便进一步的处理或下一步的操作。机械臂根据规划的路径,将工件准确地变位到指定的位置。
通过以上几个步骤,焊接变位机能够实现工件的自动定位和变位,大大提高了焊接质量和生产效率。它可以应用于各种焊接场景,例如汽车制造、航空航天、电子设备等行业。随着人工智能和机器学习的发展,焊接变位机的智能化程度将会进一步提高,为工业生产带来更多便利和效益。